
原创:姜传武(John Jiang)资深质量&冰衡咨询焊接咨询师
前言:经常有人讲:我们在新产品批量生产之前,焊接过程已经在开发流程中做过了试验和验证,在此基础上输出了PFMEA、过程控制计划和焊接工艺等策划文件,这样,量产后首次使用焊接系统审核标准 (例如CQI-15) 对焊接过程进行审核时,以这些文件为基准进行审核就可以了。
请问您认同以上观点吗?
很显然,以上问题的是与否,取决于在开始批量生产前质量系统策划的充分性。那么,我们就先来探讨一下业界焊接质量系统策划的普遍现状。
对于一般的制造过程来说,量产前做好策划并经过设计验证和过程确认,量产以后就以策划输出的文件为依据进行审核,这个逻辑是没有问题的,这符合新产品开发流程,或者汽车行业的APQP和过程审核的原则,这是因为目标达成所需要的方法和资源均已想到且到位,潜在的失效模式和风险均已识别并得到控制。
那么,对于焊接过程呢?
这就要看焊接过程是否可以容易地做到上述理想的策划效果了。
首先,焊接过程是一个特殊过程,其质量状况是不能在焊完后轻易地检验的!这是因为它的内在质量和力学性能的检测通常是需要把工件破坏掉的!这样的检测是不是太奢侈呢?企业最终是要盈利的,而不是不计成本的战略性航天项目!
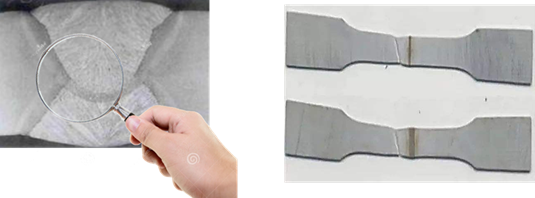
即使是使用无损探伤检测 (NDT)的方法来检查焊缝中的内部缺陷,也是具有相当的局限性的,这主要是指在安全防护、检测精度,及检测成本方面。
这会使得新产品开发期间,仅仅依靠有限的破坏性检测的样本,是很难使焊接质量隐患充分暴露出来的,即使已经考虑到了这些隐患!也就是说是很难评价这些控制文件是否可以有效预防焊接问题的出现的!
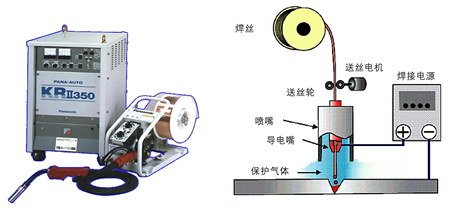
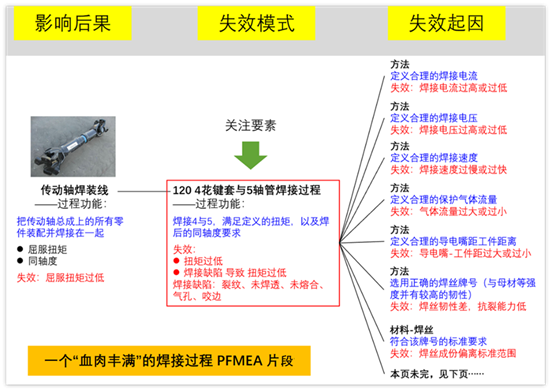
其次,焊接过程的影响因素太多,同一个焊接问题(现象)会有几十个可能的原因,正所谓“条条大路通罗马”!如果参与过程策划和文件制定的人员不具备足够的专业知识和经验,就会遗漏掉不少潜在的失效原因。例如在熔化极气体保护焊中,气孔的潜在原因如下:
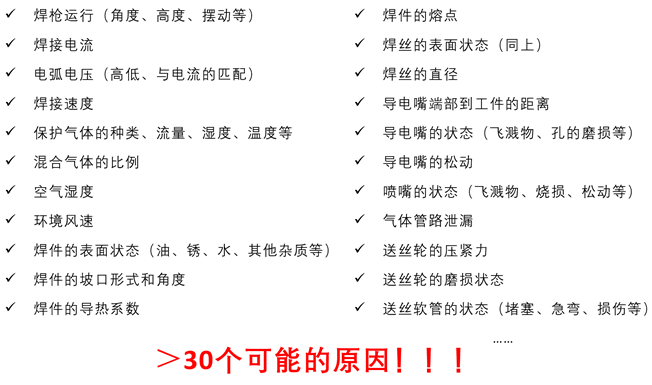
请问没有专业而系统的焊接知识和经验的话,能把这30多个失效起因及控制措施都想到吗?
当然,要准确定位哪种原因,还要借助于问题解决中的“三现主义”,以及是否进行充分监控的过程控制水平。
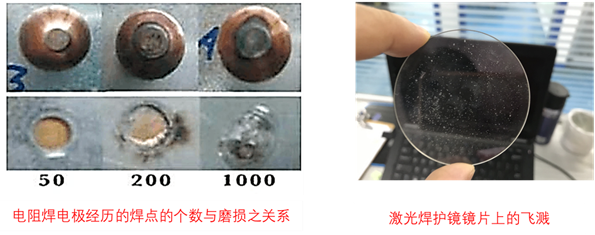
产品/过程验证或确认时所发现的问题可能只是其中一部分原因所导致的,引起同一问题的其他原因只是出现的频率较低,前期验证的样本量还不足以等到这些原因“发作”,例如,易损件的损耗,它们需要一个过程!如导电嘴、喷嘴、激光焊透镜的护镜、电极等等,但是这些因素在批量生产后却会随时“发作”的!
虽然有的因素出现的频率不高,但是若零件是一个安全性零件,焊缝对应的特性是安全性特性,这个原因一旦出现,所造成的失效也是致命的!

另外,在设计验证和试生产期间,供应商所提交的零件/原材料样品,会当做工艺品来对待,精雕细琢,以确保获得其客户的认可和批量采购订单的达成 (包括PPAP样品)。

但是在批量生产之后就会问题频发,这是因为随着时间的延续,供应商的生产过程也会发生显著的变异,例如:冲压磨具的磨损、零件加工精度的降低、材料成份及工艺的变异、操作人员的变动、零件洁净度的下降等等,这些因素难以检测、难以控制,却会对焊接质量产生显著的影响,这些问题很多都是在新产品开发期间没有出现过的!若完全得到控制,则需要极高的成本,供应商是不可能做到完全管控的!
以上说明的是,一个优秀的焊接质量策划,必须要借助于专业的焊接知识和经验,提前考虑到所有的影响因素,针对具体的产品及其将来所处的实际工况来分析出所有可能的失效模式、缺陷及其及原因,将预防措施写在控制文件中去,提前配置应有的控制资源,而不是主要依赖于新产品期间的试验和验证!这就必须由专业的焊接技术人员来参与!那么到底要“专业”到什么程度呢?
CQI-15标准给我们定了一个底线。
让我们先来简单了解一下这个标准:它是由AIAG(美国汽车工业行动组)的焊接工作组制定的一个关于焊接过程评估的标准,尽管是一个美系汽车行业的标准,但是它正在快速地在德系、日系以及国内的汽车行业中推行,它的最主要的特点就是既有系统化的格局,又有详细的可执行的规定,上至与整个组织体系的对接,下至具体的参数控制和产品的检测要求。
下面是CQI-15对焊接技术人员的专业度的一个最低要求 (第2版第1.2款):
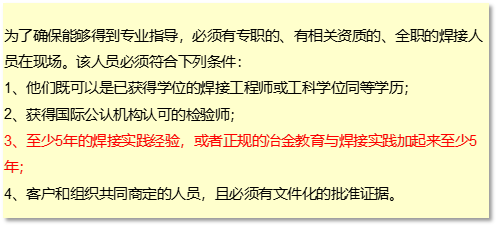
这个要求看起来似乎要求并不高,但实际上满足这些条件的人却是不多的!焊接专业人才一般集中在产品生产许可认证法规中,对焊接专业人员的资质和数量有硬性要求的行业中,例如,锅炉、压力容器/管道、核电设备等领域,其他大量使用焊接的行业则比较缺乏,包括工程师机械、汽车制造等行业!是什么原因造成了这样的局面呢?作为一名专业焊接人,我认为主要有以下几个方面:
1、焊接是一个比较复杂的工科专业,涉及的相关学科非常多,包括:材料学、冶金、热处理、机械、电子、信息、材料力学等等,加之焊接的分支太多,不同的种类,其基本的原理完全不同!而且焊接又是一门实践性非常强的专业,真正学精并充分实践的人非常少。
2、焊接质量的影响因素太多、太杂,加上它们的偶发性,问题难以再现,很多的因素要借助于先进的科技和资金的投入才能查清和控制,如焊偏、瞬时的参数波动、组装间隙的自动化控制、参数的自动记录与追溯等等,如果没有在相关专用控制系统的协助和资金的投入,控制一个参数和查清一个原因真的是相当困难的!这就导致了焊接技术人员的精神压力较大,因为出了一个问题,长时间搞不定。
3、焊接工作的环境比较差:脏污、烟尘、噪声、辐射等等,这使得焊接技术人员的工作看起来有失体面,关键是薪资还不是特别高~
4、再加上人们对焊接的误解——
这样,主动报考大学焊接专业的人自然也就少了!焊接专业人才也就远远不能满足需要了。
焊接专业人才缺乏这个事实,使得焊接质量系统在建立时,焊接可行性分析、项目策划、焊接失效失效模式识别、风险分析及控制措施的制定等活动缺乏了焊接专业知识与经验的输入,流于了形式、走成了过场,导致新产品开发流程和质量策划工具成为了一些纯粹的套路和空洞的外壳!从而为量产留下了太多的隐患!下图是一个包含充分专业知识的、血肉丰满的焊接过程PFMEA的案例片段:
可以说,如果把一个焊接质量保证系统比作一个空调的制冷系统的话,那么焊接专业知识就如同里面流动的制冷剂,如果缺乏专业的焊接人员,或者对专业知识不够精通,就像制冷系统缺乏制冷剂,或者制冷剂中水分过大,压缩机只会空转,或者系统运行效果差!

让我们回到文章前言中的那个问题,在对一个量产后的焊接质量系统进行初次的审核时,是不能完全依赖于现有的策划文件的,必须先评估这些策划文件是否专业和到位。这同样需要对焊接系统的审核员提出专业度的要求。
下面是CQI-15对审核员的三个方面的要求:
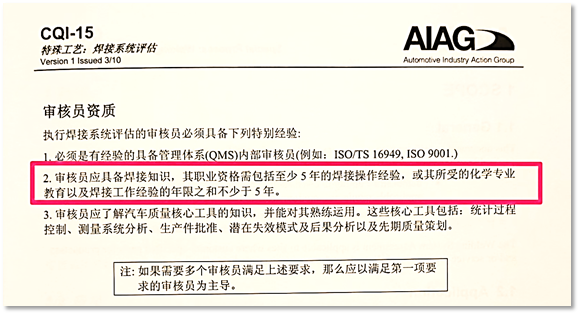
可见,这个要求与前面的1.2条关于焊接组织中的焊接技术人员的专业度要求是相同的。 让我们再来通过一个CQI-15中的一个条款的审核案例,看一下如果想审核到位、发现问题的话,到底需要什么程度的专业能力。 列举CQI-15中的例子之前,我们先要明确关于审核的三个层次,即“适宜性”、“充分性”和“有效性”(可能有点抽象哦):
适宜性 :是指所策划的质量保证方案/文件是否与实际的业务及战略目标相符,以及是否随着内外环境及相关方要求的不断变化而持续保持更新。
充分性 :是指质量保证所需要做的活动是否考虑全面,活动的具体要求和实现途径是否被充分地识别并文件化,相关的资源 (人力、财力、物力、时间)是否充分满足活动的要求。
有效性 :是指所策划的质量活动在执行后,目标实现的程度,以及为达到目标所消耗的资源,这里也包含效率的成分。
还要补充说明一下:在审核有效性前,先要确认策划的执行程度,上面所指的目标不是自己拍脑袋定出来的,而是基于客户的要求和组织战略策划所输出的质量目标。当然,对于焊接质量的目标是源于组织的总体的质量目标的。那么,下面我列举CQI-15(第2版)中的条款2.4来说明焊接系统评估的这三个“性”及其对焊接专业知识的需求。

1、与适宜性相关的审核思路 对于DFMEA,审核思路中 (Checklist)至少要包括:
· 是否是针对当前的零件所做的DFMEA?
· 焊件的设计失效影响的分析是否对应到上一级总成直至整车?
· 焊接接头/焊缝的强度校核是否依据上一级产品的要求?
· 是否是基于客户使用工况和客户的相关标准?
· 是基于产品设计的最新版本吗? 对于PFMEA,审核思路中至少要包括:
· 是针对当前的零件进行的失效分析吗?
· 失效影响后果是否基于DFMEA的分析结果?
· 是针对现有的焊接方法 (人机料法环测)吗?
· 是基于现有的工厂运营流程和制造流程吗?
· 是基于产品设计的最新版本和DFMEA的最新版本吗?
以上红色字体的内容,对焊接专业知识是有要求的,至少是要了解当前的焊接过程会存在哪些常见的失效模式,我之前发现有一个客户的熔化极气体保护焊的PFMEA中的失效模式和起因全都写成了电阻点焊的了。这需要对焊接知识有一个最基本的了解,至少不是完全不懂。
2、与充分性相关的审核思路 对于DFMEA,审核思路中至少要包括:
· 是否考虑了焊缝的强度与零件的实际工况与客户要求的强度?(失效模式)
· 是否考虑了焊接变形对形位公差的影响?(失效模式)
· 是否考虑了焊接残余应力的影响?(失效起因)
· 是否考虑了材料的焊接性?(失效起因)
· 是否考虑了焊缝的布置和相对位置?(失效起因)
· 是否使用了焊接结构专用的强度计算和校核方法(控制措施)?
以上各条均是需要审核员具有:材料的焊接性 (裂纹倾向)、焊接结构要求和焊接件强度计算等焊接结构件设计的专业知识,没有这些知识,是不能审核出焊接零件的DFMEA做得是否充分的!
对于PFMEA,审核思路中至少要包括:
· 是否考虑到了焊件所要求的产品特性(如强度、塑性、韧性)的失效?(失效模式)
· 是否考虑到了实际的焊件母材所特有的焊接缺陷?(失效模式)
· 是否考虑到了所使用的焊接方法所特有的焊接缺陷?(失效模式)
· 是否考虑到了焊件会发生过高的残余变形或残余应力?(失效模式)
· 是否考虑了焊接操作对空间和方位的要求?(失效起因)
· 是否考虑到了焊接过程的4M1E与上述失效模式的对应?(失效模式)
以上各条均是需要审核员对材料的焊接性 (裂纹倾向)、焊接方法的原理、焊接工艺程序制定、焊接缺陷及控制方法、人员资质、焊接设备与工装、焊接变形等知识,这也是十足的焊接专业知识!没有这些知识,是不能审核出焊接零件的PFMEA的充分性的!
3、与有效性相关的审核思路
关于DFMEA和PFMEA的有效性,这都是需要从工厂内、客户处所发现的焊接失效问题,来判定在现有的FMEA中是否已经识别到了这些失效模式,或者虽然有这些失效模式,但引起这些失效模式的实际起因并没有在现有的FMEA起因中包含,或者虽然实际遇到的失效模式和起因都在现有的FMEA分析到了,但是该FMEA中的控制措施并没有达到实际的效果!

因此,核员本身必须有能力识别焊接失效问题的原因,并有能力评价别人做的焊接失效分析是否专业,这就是对审核员焊接专业度的要求!
限于篇幅,在这里就不再举更多的审核案例了,更多的案例,请关注姜传武老师的CQI-15的培训课程。
总上所述,不管是焊接质量系统的建立,还是焊接质量系统的审核,焊接专业知识是必须的!而且要具有足够的深度,仅仅满足CQI-15的最低要求,也是非常勉强的!还得需要质量体系与质量控制的知识,至关重要的是要使二者有机融合。
以上要求,不用说对于一个人,就是对于一家工厂来说已经不容易做到了,但我希望大家看了这篇文章后,会有一个清晰的学习方向、改进思路,以及选择培训/咨询老师的明确标准,这就是:
一个合格的CQI-15老师需要同时具备焊接与质量的资深知识与长期的实践经验,有能力同时指导一个企业的工艺人员与质量人员,且做到焊接与质量的有机结合!
之前(我不确定现在是否还有)有的机构在讲授这门课时是由质量、焊接两位老师来讲,一人一部分,可想而知,这样的效果会是什么样子!在这里,我想借用华为创始人任正非先生的一句名言:只有优秀的老师才能教出优秀的学生。没错,只有合格的CQI老师,才能教出合格的学员!最后,希望广大客户与培训机构能够正确认识CQI-15焊接系统这门课的真正要求,包括关于CQI特殊工艺标准的其他课程,客户需要的是:学习到独一无二的专业知识与质量知识,分别对应于工艺人员与质量人员!


